For industrial manufacturing and laboratory research purposes only.
Product Specifications
| Parameter | Value |
|---|---|
| Model NO. | Coconut Activated Carbon |
| Usage | Air Purification, Gas Phase Adsorption, Industrial Decolorization, Water Treatment |
| Carbon Content | High-Carbon |
| Pore Diameter | Macroporous |
| Manufacturing Method | Chemical Method of Activated Carbon |
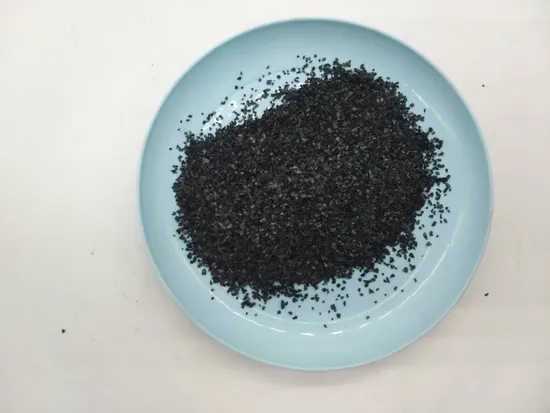
| Appearance | Granular |
| Physical Properties | Shape |
| Chemical Properties | Ash Content |
| Adsorption Properties | Methylene Blue Adsorption Value |
| CAS No. | 64365-11-3 |
| Formula | C |
| Einecs | 264-846-4 |
| Artificial Graphite Type | Activated Carbon |
| Type | Water Treatment |
| Transport Package | 25kg 500kg |
| Specification | Granular |
| Trademark | BuyChemCn |
| Origin | China |
| Production Capacity | 1000 Ton/Month |
Gold Recovery Black Water Food Grade Activated Carbon (CAS 64365-11-3) for Reliable Industrial Purification
For over a decade in the chemical supply industry, we've witnessed countless production delays caused by inconsistent adsorption performance of activated carbon—whether it's water treatment systems failing to meet discharge standards or air purification units underperforming due to subpar pore structure. Researchers often struggle with non-reproducible results from batch-to-batch variations, while manufacturers face unexpected costs from premature filter replacement. These challenges aren't just inconvenient; they directly impact operational efficiency and product quality.
Engineered Solutions for Industrial Adsorption Challenges
Our Gold Recovery Black Water Food Grade Activated Carbon addresses these critical pain points through meticulous manufacturing control. As a Water Treatment Activated Carbon with high-carbon content and macroporous structure, it delivers consistent adsorption capacity across industrial applications—from wastewater treatment to gas phase purification. Backed by a production capacity of 1000 tons per month, we ensure stable supply chains for large-scale manufacturing operations across the Asia-Pacific region and beyond.
Industrial Applications & Research Capabilities
This Coconut Activated Carbon finds critical use in industrial water treatment processes, effectively removing organic contaminants and heavy metals through its superior adsorption properties. In air purification systems, its macroporous structure enables efficient trapping of volatile organic compounds (VOCs) and industrial emissions. Additionally, it serves as a reliable medium in laboratory research for adsorption kinetics studies and material purification processes, providing consistent results for scientific experimentation.
Key Specifications Driving Performance
The high-carbon content of this activated carbon directly enhances adsorption efficiency by providing a greater surface area for contaminant binding—critical for industrial processes where throughput and purification standards are non-negotiable. Its macroporous structure ensures optimal flow dynamics in filtration systems, reducing pressure drop and extending service life. Manufactured using the chemical activation method, it achieves uniform pore distribution that maintains performance consistency across production batches, eliminating the variability that plagues research reproducibility and manufacturing quality control.
Operational Advantages of Premium Activated Carbon
Choosing our Food Grade Activated Carbon translates to measurable operational benefits: extended filter life reduces maintenance downtime, consistent performance minimizes quality control failures, and reliable supply eliminates production interruptions. Unlike low-grade alternatives that risk contaminant leaching and performance degradation, our product meets stringent industrial standards for ash content and adsorption efficiency. For manufacturers exporting to global markets, our supply chain ensures compliance with regional regulations through proper documentation and quality assurance protocols.
Quality Assurance You Can Verify
Every batch of our activated carbon undergoes rigorous testing, including methylene blue adsorption value analysis to confirm performance characteristics. We provide comprehensive Certificates of Analysis (COA) with each shipment, detailing key specifications and test results. Our manufacturing process adheres to strict quality control measures, from raw material selection to final packaging, ensuring each ton meets the same high standards. With over 10 years of serving industrial clients, we stand behind our product with responsive technical support and guaranteed product consistency.
Certificate of Analysis & Documentation
Each order includes a batch-specific Certificate of Analysis detailing adsorption performance, ash content, and physical properties. Material Safety Data Sheets (MSDS) are provided for safe handling and regulatory compliance. For research institutions requiring detailed characterization data, additional test reports can be arranged upon request to support experimental validation and publication requirements.
Storage & Handling
- Store in a cool, dry, well-ventilated area, sealed and away from direct sunlight.
- Keep away from incompatible materials, food and feed sources.
- Handle with appropriate personal protective equipment (gloves, goggles, lab coat).
- Follow good industrial hygiene practices. Avoid inhalation and skin contact.
- Refer to MSDS for detailed storage and safety instructions.
Streamlined Ordering Process
Initiate your order by submitting a quotation request with your specific application requirements. Our technical team will recommend the optimal grade and provide a detailed product specification sheet. For first-time users, sample testing is available to verify performance compatibility. Once specifications are confirmed, bulk orders are processed with clear lead times, and shipments include all necessary documentation for customs clearance and quality verification.
Frequently Asked Questions
Q: What is the shelf life of this activated carbon?
A: When stored properly in sealed packaging under recommended conditions, the product maintains its adsorption properties for 24 months from the date of manufacture.
Q: Can this product be used directly in food or pharmaceutical production?
A: No. This product is for industrial and laboratory research use only, not for direct application in food processing or pharmaceutical manufacturing.
Q: What documentation is provided with each shipment?
A: Each shipment includes a Certificate of Analysis (COA) and Material Safety Data Sheet (MSDS) specific to the batch.
Q: Is custom packaging available?
A: Standard packaging is 25kg and 500kg containers. Custom packaging options may be available for large-volume orders; please inquire during the quotation process.
Q: How is the adsorption performance verified?
A: Adsorption properties are verified through methylene blue adsorption value testing, with results provided in the batch-specific COA.