



For industrial manufacturing and laboratory research purposes only.
Product Specifications
| Parameter | Value |
|---|---|
| Model NO. | Activated Carbon |
| Active Carbon Material | Coaly Activated Carbon |
| Carbon Content | High-Carbon |
| Pore Diameter | Macroporous |
| Manufacturing Method | Physical-Chemical Method of Activated Carbon |
| Type | Gas Adsorption |
| Physical Properties | Shape |
| Chemical Properties | Ash Content |
| Adsorption Properties | Methylene Blue Adsorption Value |
| Artificial Graphite Type | Honeycomb Activated Carbon |
| CAS No. | 64365-11-3 |
| EINECS | 264-846-4 |
| Formula | C |
| Transport Package | Box |
| Specification | 18 pieces/carton or 36 pieces/carton |
| Origin | China |
| Production Capacity | 10000tons /Year |
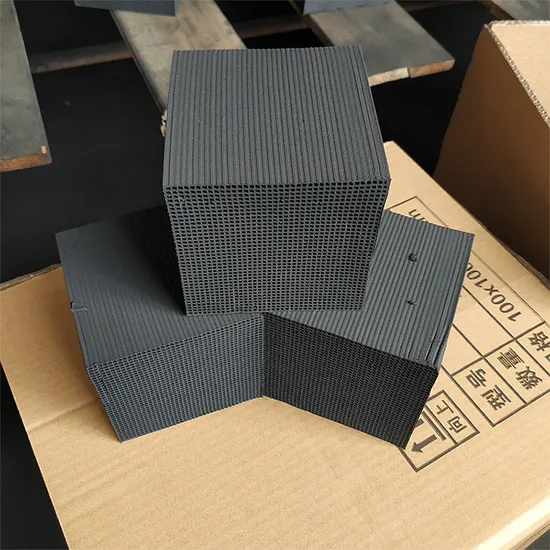
Honeycomb Activated Carbon for Acid Air Purification: Addressing Industrial Emission Control Challenges with CAS 64365-11-3
Over the past decade working with chemical manufacturers across Southeast Asia, we've witnessed the recurring struggles with acid air purification systems—inefficient adsorption leading to non-compliant emissions, frequent replacement cycles driving up operational costs, and inconsistent performance across production batches. These challenges aren't just technical hurdles; they directly impact production continuity and regulatory compliance for industrial facilities.
High-Carbon Honeycomb Activated Carbon: Engineered for Reliable Acid Gas Adsorption
Our Honeycomb Activated Carbon is specifically designed to tackle these pain points through its unique combination of high-carbon content and optimized macroporous structure. As a trusted partner serving over 10,000 industrial clients in 50+ countries, we understand that consistent performance is non-negotiable for critical air purification processes. This product delivers exceptional methylene blue adsorption capacity, ensuring stable and efficient removal of acid gases in industrial settings.
Typical Industrial Applications
This Gas Adsorption Activated Carbon finds essential use in industrial scenarios including chemical processing plants, metal finishing operations, and laboratory fume hood systems where acid vapor control is mandatory. Its coaly activated carbon base makes it particularly effective for treating sulfur dioxide, hydrogen chloride, and other acidic industrial emissions, providing a robust solution for maintaining air quality standards in manufacturing environments.
The Critical Role of Key Specifications in Acid Air Purification
The high-carbon content of this honeycomb activated carbon directly translates to superior adsorption sites, enabling higher capacity for acid gas molecules compared to standard carbons. Its macroporous structure ensures optimal airflow dynamics, preventing pressure drop issues common in dense packed beds. The methylene blue adsorption value serves as a reliable indicator of the material's performance potential, with higher values correlating to more efficient removal of organic and acidic contaminants. Together, these specifications ensure consistent performance across multiple adsorption-desorption cycles, reducing maintenance frequency and operational downtime.
Operational Advantages of Our High-Carbon Honeycomb Activated Carbon
Choosing a high-quality activated carbon like ours minimizes the risk of premature breakthrough and emission non-compliance, which can result in costly fines and production halts. Our product's superior structural integrity reduces dust generation during handling and installation, maintaining system efficiency and extending filter life. Produced under strict ISO 9001 quality control standards, each batch meets consistent performance criteria, eliminating the variability that often plagues lower-grade coaly activated carbon products. This reliability ultimately translates to lower total cost of ownership through reduced replacement frequency and maintenance requirements.
Our Commitment to Quality and Supply Chain Reliability
We maintain rigorous quality control through comprehensive testing protocols, including batch-specific methylene blue adsorption capacity verification and ash content analysis. Every shipment includes a Certificate of Analysis (COA) documenting key performance parameters, ensuring full traceability. With an annual production capacity of 10,000 tons, we guarantee stable supply even for large-scale industrial applications. Our dedicated technical support team provides guidance on system design and optimization, while our flexible packaging options (18 pieces/carton or 36 pieces/carton) accommodate various handling and storage requirements.
Certificate of Analysis & Documentation
Each order is accompanied by a detailed COA specifying the methylene blue adsorption value, ash content, and other critical parameters for the specific batch. MSDS documentation is provided for safe handling and regulatory compliance. For qualification purposes, detailed test reports and performance data can be made available upon request, supporting your internal validation processes.
Storage & Handling
- Store in a cool, dry, well-ventilated area, sealed and away from direct sunlight.
- Keep away from incompatible materials, food and feed sources.
- Handle with appropriate personal protective equipment (gloves, goggles, lab coat).
- Follow good industrial hygiene practices. Avoid inhalation and skin contact.
- Refer to MSDS for detailed storage and safety instructions.
Streamlined Order Process for Industrial Buyers
Initiate your order by submitting an inquiry with your specific requirements, including quantity and packaging preferences. We recommend requesting a sample for performance evaluation in your actual operating conditions before full-scale procurement. Once specifications are confirmed, our supply chain team ensures timely delivery through our established logistics network, with all necessary documentation for customs clearance and regulatory compliance.
Frequently Asked Questions
Q: What is the typical shelf life of this Honeycomb Activated Carbon?
A: When stored properly in sealed original packaging under recommended conditions, the product maintains its adsorption performance for 24 months from the date of manufacture.
Q: Can this product be used for medical or household air purification?
A: No, this product is intended exclusively for industrial and laboratory research use and is not suitable for medical, therapeutic, or household applications.
What documentation is provided with each shipment?
A: Each order includes a Certificate of Analysis (COA) specific to the batch and Material Safety Data Sheet (MSDS) for safe handling and regulatory compliance.
Q: Do you offer customized specifications or packaging options?
A: We can accommodate certain custom packaging requirements based on order volume. For specification modifications, please contact our technical team to discuss feasibility and minimum order quantities.
Q: How is the adsorption performance verified for each batch?
A: Every production batch undergoes methylene blue adsorption testing according to standard industrial protocols, with results documented in the batch-specific COA provided with your order.



