


Optimize paper processing efficiency with our Hydrolyzed Anionic Polyacrylamide powder flocculant, designed to streamline pulp and wastewater management for Asia-Pacific manufacturers. Its high viscosity formula ensures superior particle aggregation, reducing production downtime and enhancing fiber retention—key for consistent paper quality and cost control.
- ISO9001 certified white powder with EINECS 201-173-7 compliance, meeting strict regional regulatory standards for seamless cross-border logistics
- Precision-engineered for paper processing chemicals, delivering reliable flocculation performance in both acidic and alkaline environments
- Available in flexible packaging (500kg/600kg kraft big bags or 25kg small bags) to align with your production scale and storage needs
Description
For industrial manufacturing and laboratory research purposes only.
Product Specifications
| Parameter | Value |
|---|---|
| Model NO. | Polyacrylamide |
| EINECS | 201-173-7 |
| Certification | ISO9001 |
| Environmental Protection | Yes |
| Color | White |
| Appearance | Powder |
| Kind | Flocculant |
| Producing Flow | Paper Processing Chemicals |
| Transport Package | 1.Big Bag: 500kg/600kg Kraft Bag; 2.Small Bag: 25 |
| Specification | Powder |
| Trademark | Lvyuan |
| Origin | Henan China |
| Production Capacity | 2000ton |
High Viscosity Hydrolyzed Anionic Polyacrylamide Powder Flocculant (EINECS 201-173-7) for Paper Processing Challenges
Paper manufacturers across Asia-Pacific often face recurring issues with flocculant performance—unstable viscosity leading to inconsistent pulp treatment, batch-to-batch variations disrupting production schedules, and logistics delays increasing inventory costs. In our 10+ years serving paper processing plants, we’ve witnessed how these challenges directly impact operational efficiency and product quality.
A Stable Solution for Paper Processing Efficiency
Our Hydrolyzed Anionic Polyacrylamide Powder addresses these pain points through its high viscosity formulation and strict quality control. As a specialized Paper Flocculant, it ensures uniform fiber retention and water filtration, reducing production downtime caused by material inconsistencies. Backed by a production capacity of 2000 tons annually, we provide reliable supply to manufacturing enterprises in Southeast Asia and beyond, supported by Chemical.HK’s one-stop logistics solutions that streamline cross-border trade complexities.
Industrial Applications in Paper Manufacturing
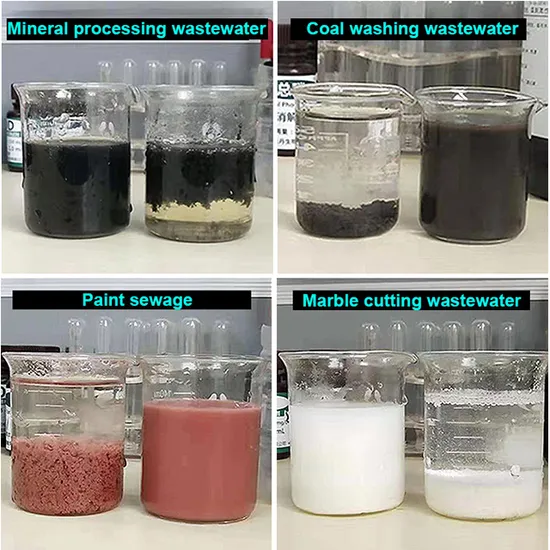
This Anionic Polyacrylamide Powder is specifically engineered for the paper industry, where it serves as a critical additive in pulp dewatering, sludge treatment, and wastewater clarification processes. Its high viscosity properties enhance flocculation efficiency, enabling faster water separation and improving the overall productivity of paper production lines. The product is strictly intended for industrial processing use, adhering to ISO9001 standards to meet the rigorous requirements of modern paper manufacturing.
Key Specifications Driving Performance
The white powder appearance ensures minimal impurity interference, a crucial factor in maintaining pulp brightness and paper quality. The certified ISO9001 production process guarantees consistent hydrolyzation levels, which directly influence the flocculant’s charge density and effectiveness in different pulp pH environments. High viscosity, a defining characteristic of this product, provides superior shear resistance during mixing, ensuring stable performance even in high-speed paper machines. Additionally, the environmental protection compliance of our flocculant supports sustainable manufacturing practices, aligning with global industry trends.
Benefits of Reliable Flocculant Sourcing
Choosing a high-quality High Viscosity Flocculant like ours reduces the risk of production disruptions caused by substandard materials—such as uneven floc formation leading to paper breaks or excessive chemical usage increasing operational costs. Our ISO9001 certified production ensures each batch meets stringent quality benchmarks, providing long-term supply stability that helps paper manufacturers optimize inventory management and reduce capital turnover pressure. The product’s compatibility with various paper processing systems also minimizes the need for equipment adjustments, further enhancing cost-efficiency.
Our Commitment to Quality Assurance
We maintain rigorous quality control through multiple stages of testing, including viscosity measurement, particle size analysis, and hydrolyzation degree verification. Every batch is accompanied by a Certificate of Analysis (COA) detailing key parameters, ensuring transparency and traceability. Our production facility in Henan, China, operates under strict environmental and safety protocols, and we offer technical support to assist with product integration and troubleshooting. With a track record of serving 50+ countries, we stand behind our product with a规格不符无条件退换 policy, reinforcing our dedication to customer satisfaction.
Certificate of Analysis & Documentation
Each shipment includes a batch-specific COA and MSDS, providing comprehensive safety and handling information. For critical applications, detailed检测数据 can be requested using the order number, and additional technical documentation is available to support regulatory compliance and process validation.
Storage & Handling
- Store in a cool, dry, well-ventilated area, sealed and away from direct sunlight.
- Keep away from incompatible materials, food and feed sources.
- Handle with appropriate personal protective equipment (gloves, goggles, lab coat).
- Follow good industrial hygiene practices. Avoid inhalation and skin contact.
- Refer to MSDS for detailed storage and safety instructions.
Streamlined Order Process for Industrial Buyers
Initiate your purchase by consulting our trade and logistics solutions team to confirm specifications and packaging requirements. Samples are available for performance evaluation, followed by batch ordering with flexible delivery options via Chemical.HK’s bonded warehousing and international logistics network. Our team ensures timely documentation and customs clearance support, facilitating a smooth procurement process tailored to industrial needs.
Frequently Asked Questions
Q: What is the shelf life of this flocculant?
A: When stored properly in sealed packaging under recommended conditions, the product maintains stability for 12 months from the production date.
Q: Can this product be used in food-grade paper production?
A: This flocculant is intended for industrial processing use only and is not certified for direct food contact applications.
Q: What documentation is provided with each order?
A: Each shipment includes a Certificate of Analysis (COA) and Material Safety Data Sheet (MSDS) specific to the batch.
Q: Do you offer custom packaging options?
A: Standard packaging includes 25kg small bags and 500kg/600kg kraft big bags; custom packaging may be available for large-volume orders—please consult our sales team for details.
Q: How is the product’s purity verified?
A: Purity is verified through batch testing, including analysis of hydrolyzation degree and absence of contaminants, with results documented in the COA.
Related products
-

Granular Coconut Shell Activated Carbon with Iodine Value >1100 mg/g for Water Purification
Read more -

Water Treatment Granule Coconut Shell Activated Carbon with Iodine Value >1100 mg/g
Read more -

Gold Extraction Granular Coconut Shell Activated Carbon with 1100+ mg/g Iodine Value for Gold Recovery
Read more -

Polyaluminium Chloride PAC for Drinking Water Purification Yellow Powder 25kg/Bag
Read more



