


For industrial manufacturing and laboratory research purposes only.
Product Specifications
| Parameter | Value |
|---|---|
| Model NO. | Anthracite Coal |
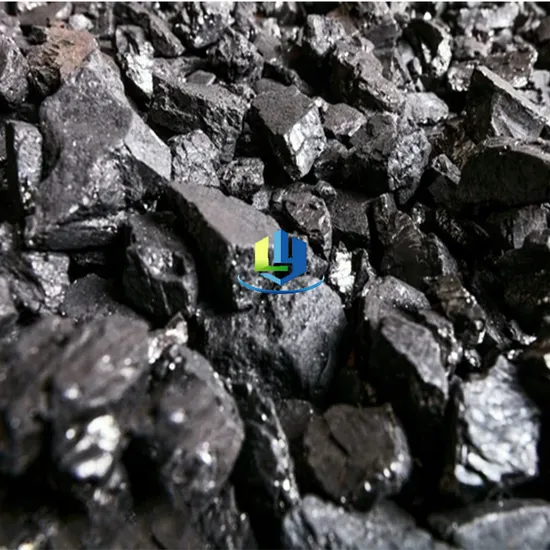
| Shape | Granular |
| Material | Coal |
| Usage | Chemical Industry, Metallurgy Industry |
| Transport Package | 50kg Woven Bag; 500kg Ton Bag |
| Specification | Granular |
| Origin | China |
| Production Capacity | 10000tons /Year |
Consistent Quality Challenges in Chemical Anthracite Supply Chains
For over a decade in chemical manufacturing, we’ve witnessed how inconsistent granular anthracite quality disrupts production—impurities causing catalyst poisoning, variable particle size leading to uneven reactions, and supply delays halting batch processes. Researchers and plant managers alike struggle to find reliable sources that balance purity, performance, and on-time delivery.
Calcined Anthracite Coal: Engineered for Chemical Process Stability
Our Calcined Anthracite Coal for Chemical Industry addresses these critical pain points through precise thermal treatment and strict particle size control. As a China Anthracite Supplier with 10+ years serving 50+ countries, we leverage Hong Kong’s trade hub advantages to provide bonded warehousing and cross-border logistics solutions, ensuring consistent supply even for large-scale chemical production.
Industrial Applications in Chemical Manufacturing
This granular anthracite serves as a key raw material in chemical synthesis, particularly in processes requiring high carbon content and low volatile matter. Its stable physical properties make it ideal for use as a reducing agent in metallurgical chemical reactions and as a filtration medium in industrial purification systems, strictly within controlled manufacturing environments.
Key Specifications Driving Process Reliability
The granular shape ensures uniform flow in reactor feeding systems, preventing blockages and ensuring consistent contact with reactants. Our calcination process minimizes moisture content, critical for maintaining reaction stoichiometry and preventing unwanted byproducts. With a production capacity of 10,000 tons/year, we guarantee batch-to-batch consistency that laboratories and production facilities depend on for reproducible results.
Risk Mitigation Through Quality Assurance
Choosing substandard anthracite coal risks equipment damage, product contamination, and regulatory non-compliance. Our product adheres to strict industrial standards, reducing the likelihood of process failures that cost time and resources. As a trusted China Anthracite Supplier, we prioritize long-term supply stability, helping clients avoid the hidden costs of supply chain disruptions.
Our Quality Commitment
Every batch undergoes comprehensive testing to verify particle size distribution and purity, with specialized analysis for trace elements that could impact chemical processes. We provide a Certificate of Analysis with each shipment, and our quality control laboratory maintains detailed records for full traceability. If specifications don’t meet agreed standards, we offer prompt replacement to minimize production downtime.
Certificate of Analysis & Documentation
Each delivery includes a batch-specific Certificate of Analysis detailing key parameters and compliance data. Material Safety Data Sheets (MSDS) are provided for proper handling and storage. For critical applications, additional testing documentation can be arranged upon request to support your quality control processes.
Storage & Handling
- Store in a cool, dry, well-ventilated area, sealed and away from direct sunlight.
- Keep away from incompatible materials, food and feed sources.
- Handle with appropriate personal protective equipment (gloves, goggles, lab coat).
- Follow good industrial hygiene practices. Avoid inhalation and skin contact.
- Refer to MSDS for detailed storage and safety instructions.
Streamlined Order Process for Industrial Buyers
Begin by requesting a detailed quotation including logistics solutions tailored to your location. We provide samples for qualification testing, ensuring compatibility with your processes before full-scale ordering. Our team coordinates bonded warehousing and international shipping through Chemical.HK’s established network, delivering your 50kg or 500kg bag orders efficiently.
Frequently Asked Questions
Q: What is the shelf life of the calcined anthracite coal?
A: When stored properly in sealed original packaging, the product maintains stability for 12 months from the date of manufacture.
Q: Can this product be used in food or pharmaceutical applications?
A: No, this product is strictly for industrial and laboratory research use only, not for direct human consumption or therapeutic applications.
Q: What documentation is provided with each shipment?
A: Each order includes a Certificate of Analysis (COA) and Material Safety Data Sheet (MSDS) specific to the batch.
Q: Do you offer custom packaging options beyond 50kg and 500kg bags?
A: For large-volume orders, custom packaging solutions can be discussed to optimize your handling processes.
Q: How is product purity verified?
A: Purity is determined through industrial standard testing methods, with results detailed in the batch-specific COA provided with each shipment.