For industrial manufacturing and laboratory research purposes only.
Product Specifications
| Parameter | Value |
|---|---|
| Ash | <5% |
| Iodine Value | 900-1100 mg/g |
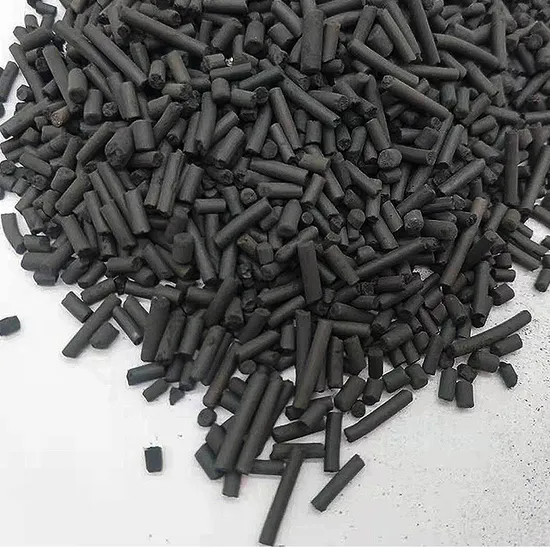
| Particle Size | 2-4mm |
| Ph Value | 7-9 |
| Specific Surface Area | 800-1200 m²/g |
| Usage | Air Purification, Gas Phase Adsorption, Industrial Decolorization, Water Treatment |
| CAS No. | 64365-11-3 |
| Transport Package | Tons of Bags |
| Origin | Henan China |
| Production Capacity | 50t/Month |
Anthracite Coal-Based Granular Activated Carbon (CAS 64365-11-3) for Consistent Industrial Purification Performance
Having served industrial clients across 50+ countries for over a decade, we’ve witnessed the operational disruptions caused by inconsistent adsorbent performance—from water treatment plants struggling with fluctuating contaminant removal rates to air purification systems failing to meet emission standards due to subpar activated carbon. Batch-to-batch variations in iodine value and particle size often lead to unplanned downtime and increased operational costs, challenges that laboratories and manufacturing facilities simply can’t afford.
Engineered Solutions for Industrial Water & Air Purification Challenges
Our Anthracite Coal-Based Granular Activated Carbon addresses these critical pain points through precise manufacturing controls that ensure each ton meets strict quality benchmarks. With a production capacity of 50 tons monthly and strategic distribution hubs in the Asia-Pacific region, we provide reliable supply chains that eliminate the risks of project delays. This granular activated carbon is specifically optimized for industrial-scale water treatment and air purification, delivering consistent adsorption efficiency across multiple applications.
Industrial Applications & Environmental Protection Uses
This coal-based activated carbon plays a vital role in industrial environmental protection systems, effectively removing organic contaminants, odors, and hazardous gases in sectors ranging from chemical manufacturing to wastewater treatment. Its versatile adsorption capabilities make it suitable for gas phase adsorption processes and industrial decolorization, providing a cost-effective solution for meeting stringent environmental regulations without compromising operational efficiency.
Key Specifications Driving Performance Reliability
The 900-1100 mg/g iodine value ensures high adsorption capacity for organic compounds, while the 2-4mm particle size balance promotes optimal flow dynamics in industrial filtration systems—preventing channeling and ensuring maximum contact time. With a specific surface area of 800-1200 m²/g, this activated carbon offers extensive adsorption sites for target contaminants, while the controlled pH range (7-9) minimizes process interference in both acidic and alkaline environments. These technical parameters collectively guarantee predictable performance in large-scale industrial operations.
Operational Advantages of Premium Activated Carbon
Choosing our Coal-Based Activated Carbon translates to tangible operational benefits: reduced maintenance costs through extended service life, consistent purification outcomes that simplify regulatory compliance, and minimized waste generation compared to lower-quality alternatives. By maintaining ash content below 5%, we ensure minimal residue during regeneration processes, supporting sustainable industrial practices while protecting downstream equipment from abrasive damage. This commitment to quality aligns with international environmental protection standards, making it the preferred choice for responsible manufacturers.
Quality Assurance You Can Verify
Our quality control protocol includes rigorous testing of each production batch using advanced analytical methods, with every shipment accompanied by a detailed Certificate of Analysis. We maintain complete traceability from raw material sourcing to final packaging, and our manufacturing facilities adhere to strict process controls that ensure batch-to-batch consistency. Should any product fail to meet specified parameters, we offer prompt replacement to minimize your operational disruption. Our technical support team is available to assist with application optimization, ensuring you maximize the performance of your activated carbon investment.
Certificate of Analysis & Documentation
Every order includes a comprehensive Certificate of Analysis (COA) with batch-specific test results for iodine value, ash content, particle size distribution, and pH. Material Safety Data Sheets (MSDS) are provided to support safe handling and regulatory compliance. For critical applications requiring additional verification, specific test data and analytical reports can be requested for review prior to purchase.
Storage & Handling
- Store in a cool, dry, well-ventilated area, sealed and away from direct sunlight.
- Keep away from incompatible materials, food and feed sources.
- Handle with appropriate personal protective equipment (gloves, goggles, lab coat).
- Follow good industrial hygiene practices. Avoid inhalation and skin contact.
- Refer to MSDS for detailed storage and safety instructions.
Streamlined Industrial Procurement Process
Initiate your order by submitting a specification inquiry through our sales team, who will provide a detailed quotation including logistics and delivery timelines. For first-time users, sample quantities are available for performance evaluation. Once specifications are confirmed, our production and supply chain teams ensure on-time delivery with full documentation. We support flexible ordering with competitive pricing for bulk quantities, helping you optimize inventory management and project costs.
Frequently Asked Questions
Q: What is the typical shelf life of this activated carbon?
A: When stored in original sealed packaging under recommended conditions, the product maintains its adsorption capacity for 24 months from the manufacturing date.
Q: Is this product suitable for food or pharmaceutical applications?
A: No, this activated carbon is intended for industrial and laboratory research use only, and not for direct contact with food, pharmaceuticals, or household applications.
Q: What documentation is provided with each shipment?
A: Each order includes a Certificate of Analysis (COA) with batch-specific test results and a Material Safety Data Sheet (MSDS).
Q: Can the particle size be customized for specific applications?
A: We offer particle size customization for large-volume orders; please contact our technical team to discuss your specific requirements.
Q: How is the adsorption efficiency verified for each batch?
A: Iodine value testing (900-1100 mg/g) is performed as the primary indicator of adsorption capacity, with additional specific surface area analysis for quality assurance.