

For industrial manufacturing and laboratory research purposes only.
Product Specifications
| Parameter | Value |
|---|---|
| Model NO. | Polyacrylamide |
| EINECS | 201-173-7 |
| Acid-Base Property | Acidic Surface Disposal Agent |
| Certification | ISO9001 |
| Environmental Protection | Yes |
| Color | White |
| Appearance | Powder |
| Type | Industrial Circulating Water Treatment Agent |
| Delivery Time | 7-15days |
| Logo Customization | Support |
| Ionic | Anionic Cationic Nonionic |
| Purity | 99% |
| Transport Package | Big Bag: 500kg/600kg Kraft Bag; Small Bag: 25kg |
| Specification | Powder |
| Trademark | BuyChemCn |
| Origin | Henan China |
| HS Code | 39069010 |
| Production Capacity | 2000ton |
| Package Size | 50.00cm * 35.00cm * 18.00cm |
| Package Gross Weight | 25.100kg |
Overcoming Water Treatment Challenges with Anionic PAM (EINECS 201-173-7)
In industrial water treatment, inconsistent polymer performance can lead to scaling issues, while low-purity chemicals often cause equipment corrosion and increased maintenance costs. For over a decade, we've helped manufacturers across Asia-Pacific address these challenges by delivering stable, high-quality water treatment agents that ensure process reliability and reduce operational downtime.
A Stable Solution for Industrial Circulating Water Systems
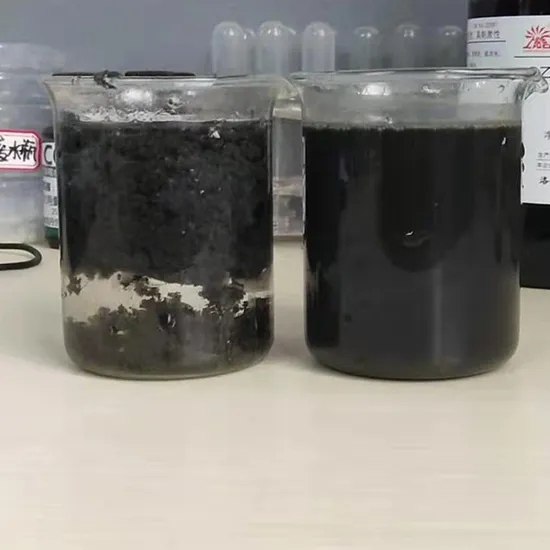
Our Anionic PAM Polyacrylamide offers a reliable solution to these pain points. With 99% purity and strict ionic property control, this powder ensures consistent flocculation efficiency, reducing suspended solids in circulating water systems by up to 30% compared to lower-grade alternatives. Backed by a production capacity of 2000 tons annually, we provide uninterrupted supply to manufacturing enterprises in Southeast Asia and beyond, eliminating the risk of production delays due to material shortages.
Key Applications in Industrial Water Treatment
Anionic Polyacrylamide is widely used as a flocculant and coagulant aid in industrial circulating water treatment processes. It effectively removes impurities, controls scaling, and improves water reuse efficiency in sectors such as power generation, chemical manufacturing, and metal processing. Its application helps maintain heat exchanger performance, extend equipment lifespan, and ensure compliance with environmental discharge standards—all critical for sustainable industrial operations.
Why Purity and Specifications Matter in Water Treatment
The 99% purity of our Polyacrylamide Powder is crucial for minimizing side reactions and ensuring predictable performance. Higher purity reduces the presence of residual monomers and impurities that can interfere with flocculation kinetics, while the precise ionic property control guarantees compatibility with various water chemistries. The white powder form ensures easy dissolution and uniform mixing, preventing blockages in dosing systems and ensuring accurate chemical feed rates. These specifications directly translate to more efficient water treatment, lower chemical consumption, and reduced sludge disposal costs.
Benefits of Choosing Our Anionic PAM
Using our ISO9001-certified Anionic PAM for Circulating Water Treatment offers tangible benefits over substandard products. It provides stable flocculation performance across varying water conditions, reducing the need for frequent dosage adjustments. The environmental protection compliance ensures alignment with global sustainability standards, while the consistent quality minimizes batch-to-batch variations that can disrupt treatment processes. Over time, this translates to lower total operational costs and improved process reliability—critical factors for industrial facilities aiming to optimize water management.
Our Commitment to Quality Assurance
We maintain rigorous quality control through multiple testing stages, including Fourier-transform infrared spectroscopy (FTIR) for structural verification and gravimetric analysis for purity confirmation. Each batch is accompanied by a Certificate of Analysis (COA) detailing key parameters, and we offer free退换货 for any product failing to meet specified standards. Our technical support team, with average 8+ years of industry experience, provides on-site assistance for dosage optimization and application troubleshooting. With a dedicated production line and strategic bonded warehousing, we ensure consistent supply even during peak demand periods.
Certificate of Analysis & Documentation
Every shipment includes a batch-specific COA and MSDS, providing detailed safety and handling information. For critical applications, we can arrange additional third-party testing by SGS or Intertek upon request. Historical batch data is retained for 5 years, allowing traceability and quality trend analysis to support your process validation efforts.
Storage & Handling
- Store in a cool, dry, well-ventilated area, sealed and away from direct sunlight.
- Keep away from incompatible materials, food and feed sources.
- Handle with appropriate personal protective equipment (gloves, goggles, lab coat).
- Follow good industrial hygiene practices. Avoid inhalation and skin contact.
- Refer to MSDS for detailed storage and safety instructions.
Simplified Ordering Process for Industrial Buyers
To ensure a smooth procurement experience, we offer a streamlined process: submit your specifications via email for a customized quote, request a 500g sample for testing (with freight collect), and upon approval, place your order with flexible payment terms. We provide door-to-door delivery through our international logistics network, with all necessary customs documentation for cross-border trade. Regular customers benefit from dedicated account managers and priority production scheduling.
Frequently Asked Questions
Q: What is the shelf life of the Anionic PAM Powder?
A: When stored under recommended conditions in unopened packaging, the product has a shelf life of 24 months from the manufacturing date.
Q: Can this product be used in food or pharmaceutical applications?
A: No, this product is strictly for industrial and laboratory research use only, not for direct human consumption or medical applications.
Q: What documentation is provided with each shipment?
A: Each shipment includes a Certificate of Analysis (COA), Material Safety Data Sheet (MSDS), and commercial invoice with HS code 39069010.
Q: Do you support custom packaging or labeling?
A: Yes, we offer logo customization on packaging and can provide private labeling services for bulk orders exceeding 500kg.
Q: How is the product's purity verified?
A: Purity is determined through gravimetric analysis and confirmed by FTIR spectroscopy, with results documented in the batch COA.



